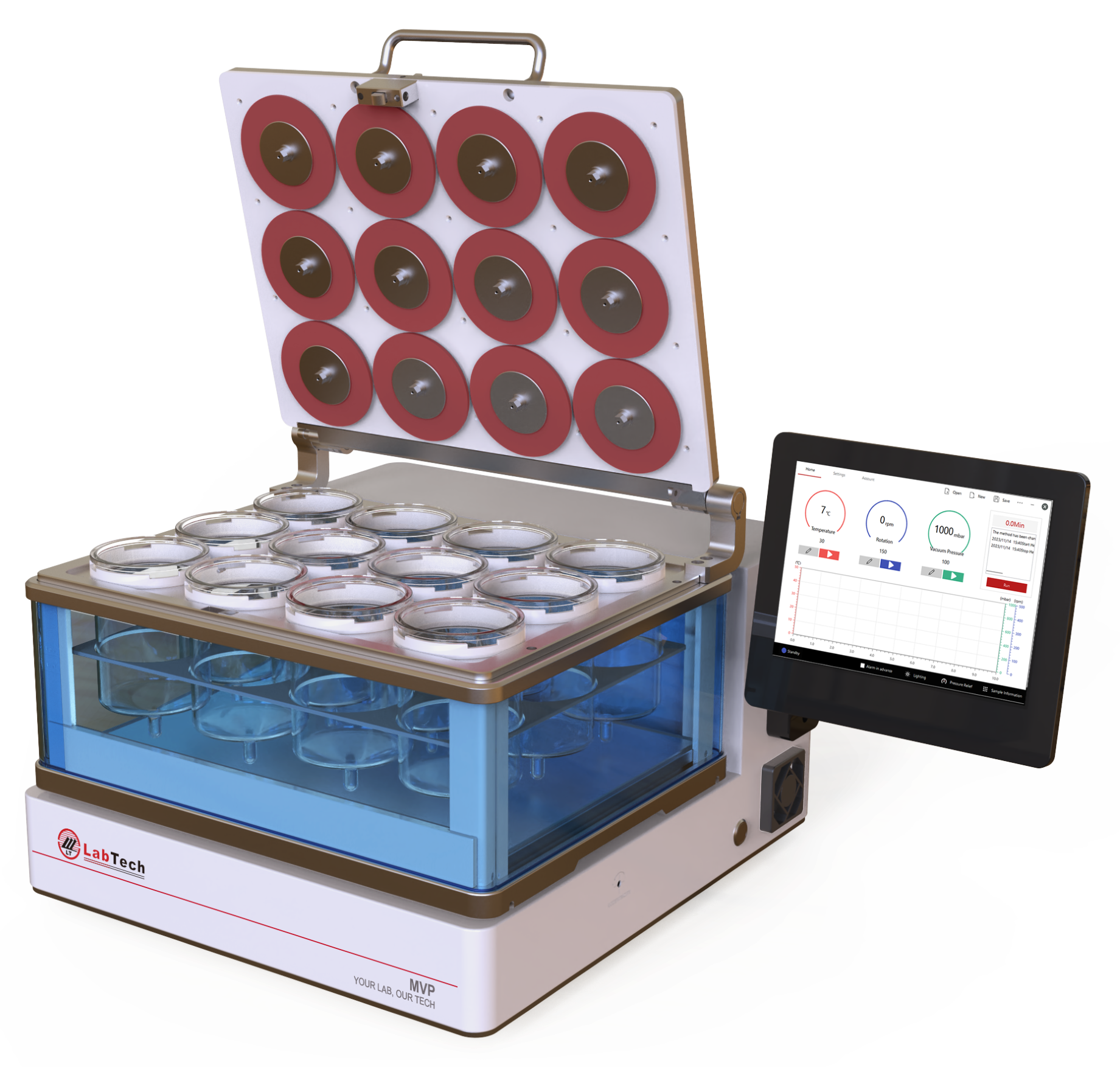
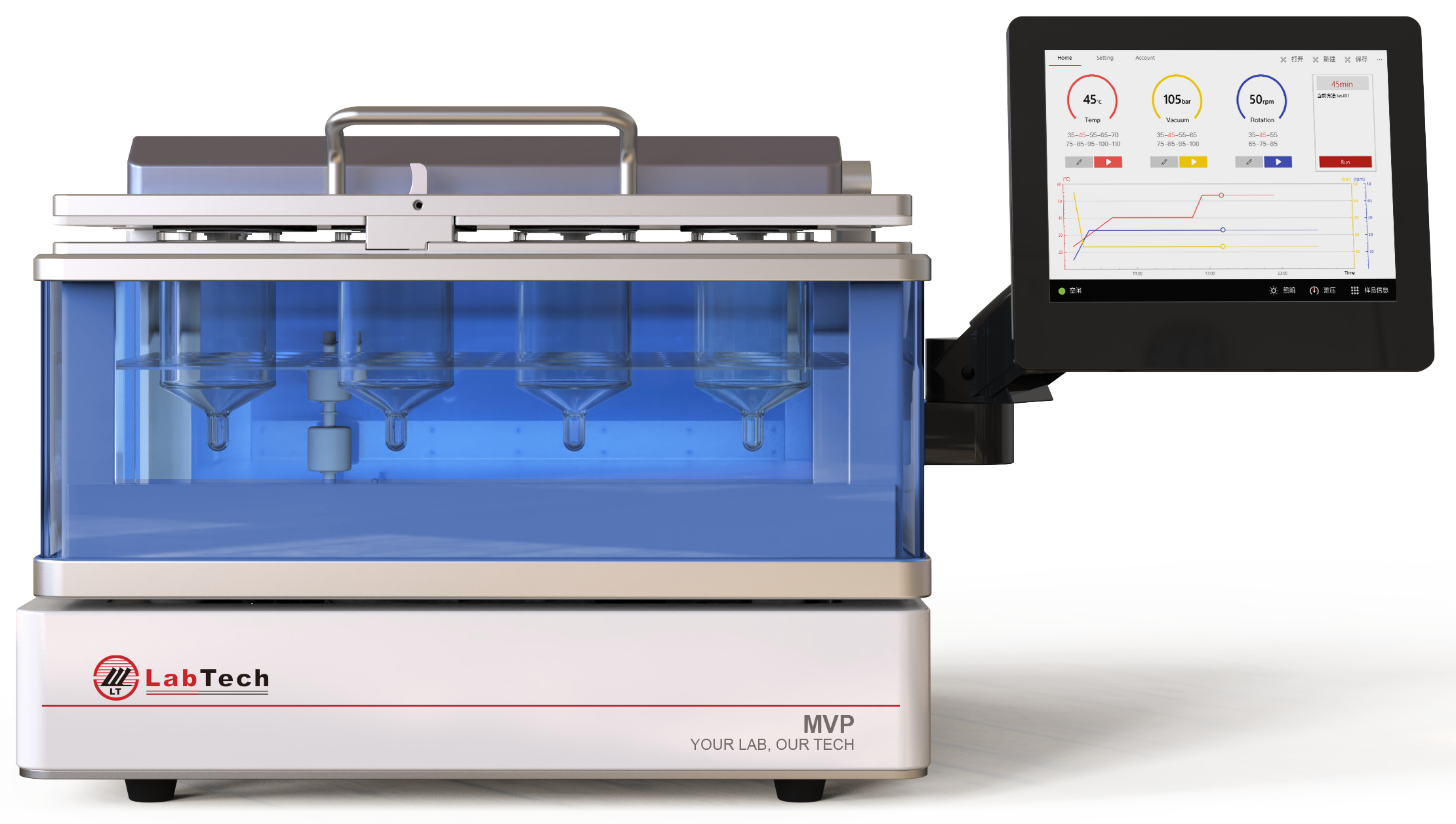
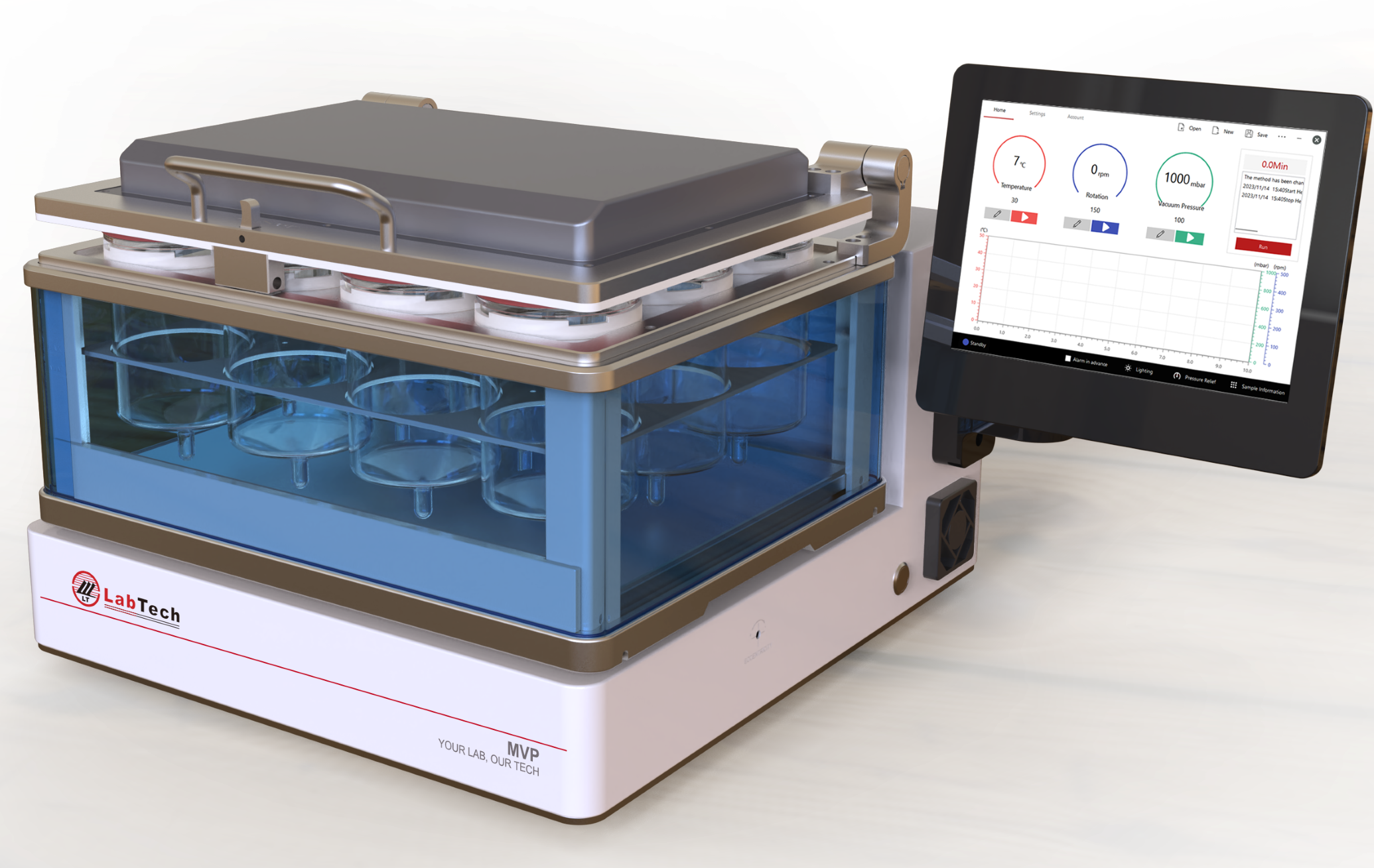
The MVP 12 is a high-throughput, high-efficiency concentrator designed to support largevolume sample processing, with a maximum capacity of 900 mL and excellent solvent recovery performance. Under conditions of heating, vacuum, and vortex agitation, multiple samples can be rapidly evaporated to dryness or concentrated to a desired volume. It is an ideal solution for lipid enrichment and concentration, effectively supporting the detection of acid value and peroxide value in food analysis.
 Food & Beverage
Food & Beverage